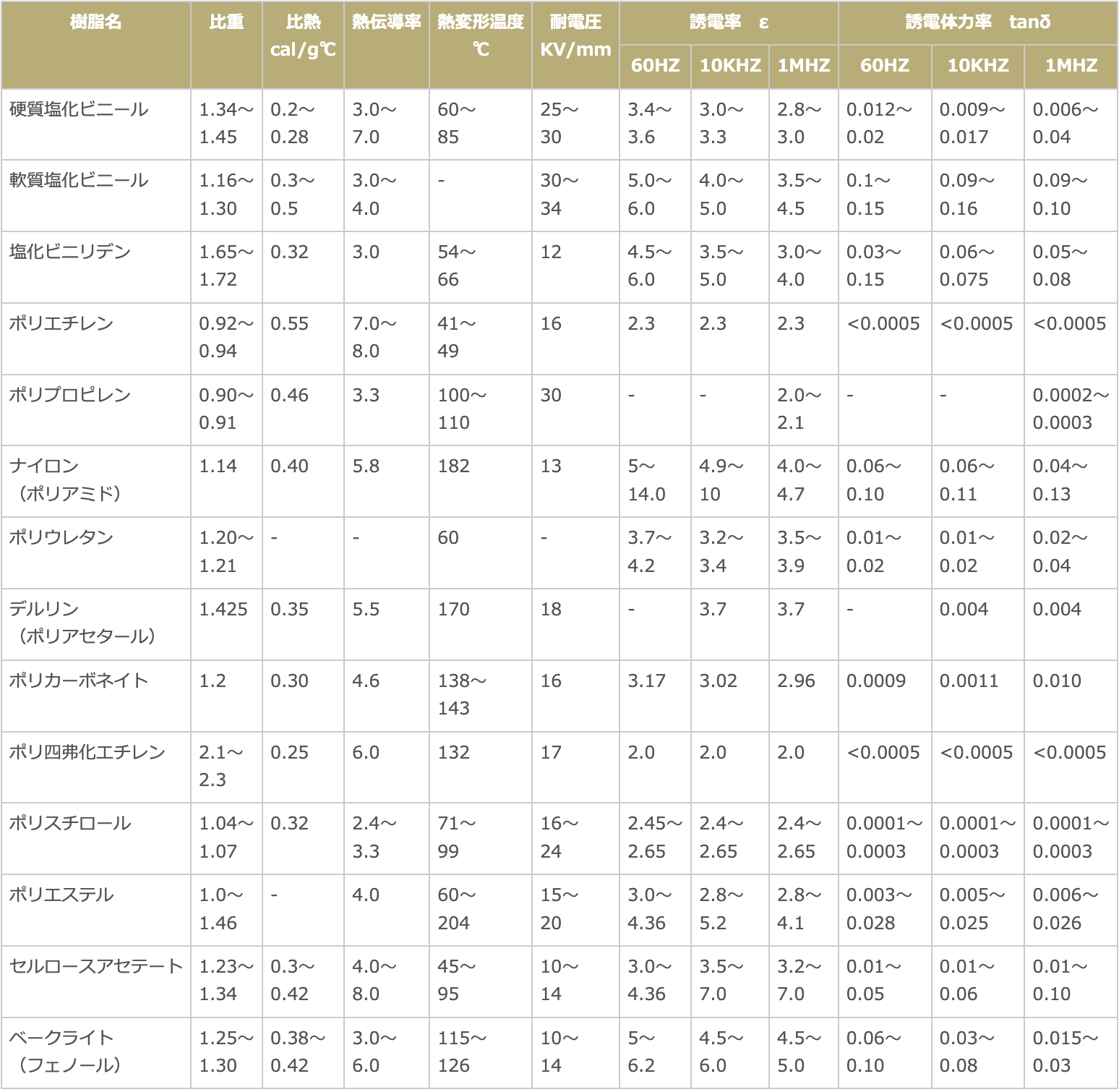
下記の(表7-2-3)は代表的なプラスチックの種類と物理定数を示したものですが、これもあくまでも1つの目安です。
表7-2-3/プラスチックの種類と物理定数
樹脂の種類や可塑剤の種類・量の違いによる損失係数の違い
被加熱物の比重をSとし、比熱をCとすれば、この材料をΔT℃だけ上昇させる高周波電源に要求される出力Wは
W=4.186×S×C×ΔT(ワット)です。
これで1cm3の材料を1秒間にΔT℃昇温させる電力が求められます。
周波数とε・tanδの関係をみると電極間電圧Eは通常コロナ放電開始の電圧30kV/cmに対して10kV/cm程度が使用されるので、この値を用いると塩化ビニールにて、比重S=1.5、比熱C=0.25、ΔT=150℃、ε・tanδ=0.6より
W=4.186×1.5×0.25×150=235(ワット)となります。
これで得られた出力をP148の式のPに代入し周波数f を求めると

同様の計算をポリエチレンにておこなうと、
比重S=0.92、比熱C=0.55、ΔT=150℃、ε・tanδ=0.001より
W=4.186×0.92×0.55×150=317.7(ワット)
よって周波数f は

となります。つまり、塩化ビニールを誘電加熱しようとすると7MHz以上であれば可能ですが、ポリエチレンでは理論上5700MHzという非常に高い周波数が必要となり、現行の最大周波数40MHzではポリエチレンの誘電加熱は不可能ということになります。マイクロ波で考慮しても周波数は2450MHzなので不可能です。電子レンジの加熱用容器はポリエチレン製が採用されているのは、このような理由によります。
このことから、ε・tanδ、比重、比熱が塩化ビニールに近い樹脂は誘電加熱が可能であると考えることができますが、樹脂の溶融温度と熱特性により加熱効率が低くなる場合があり、検討時の注意が必要です。








